�����ܶ����Ѱl�^�O�俨������ô�ų��Ć��}��ҲԔ������^��������鲿���dz��W�ߣ����ֵĔ����y�����⣬���@���������̳̰ɣ�Ҳ���DZ��u������ʲô�����ĵط���Ո���ָ���������˅����u������������������ɿ����Ĺ����кܶ࣬��Ҋ���У������Д࣬�����Q��ͣ늣������Ԕ�늣����ߚ≺���㣬���ߟo���������¡�������2���D��2�N��B�µĿ�����r��

һ�N�ǵ���δ���£�һ�N�ǵ����ѽ������ˡ����Ǻǣ��O�����K���������҂����O��ŸɃ��Z�S�k�����治���K�|�������S��Ŷ����������һ�N�����ý�Q���҂��ȁ���Q��2�N������2�N�ȵ�1�N�������E��
 ���ˣ������2�ѵ��߶������ˣ��F�ڻ����Ϡ�B1�Ŀ����͠�B2�Ŀ�������������ͬһ���E�M�н�Q�ˡ� ���ˣ������2�ѵ��߶������ˣ��F�ڻ����Ϡ�B1�Ŀ����͠�B2�Ŀ�������������ͬһ���E�M�н�Q�ˡ�
1.��Ҫ2�˅f�{������һ�������O�䵶���ϣ�����һ���Pע������r����������һ���Q���Cе�ֱ�늙C���������Ϸ���һ���R�_��
2.���_늙C�ϵĄx܇�b�ã��]���_��Ť����늙C�ֱ۵ģ����û�Ӱ������D늙C�ϵ������ǣ�һ�����D�ķ���͵��۵Ŀ����ķ�����ͬ����֮��������Ó�x���S���ߡ�������������D���۵�ͬ�r���������һ��Ҫע������D�ķ����r��������������ˣ���������������H��r�ġ�
3.�ڵ���Ó�x���S�r��������S���е��ߣ�����B1�������� Ҋ��©�����������S̎���ɵ���B������Ҫע�⣬�ڹ��b�ω|���|�������߿��ܕ������ģ�ǧ�f��Ҫ����ȥץ����Σ�U����


Ոһֱ���D���ۣ�ֱ����������һ�������ēQ������������Ҳ��һ��ԭ�cλ�õģ��е��O�����������С����߾�λ���Ș�־�����@����������������ѽ�����ԭ�cλ�ã�����]���@����־����ҪĿ�y����ȵ�ԭ�c���ˣ��@��ÿ�_�O�䶼�еģ��ڵ������ȣ������мtɫ3������һ�����g�ǂ����˾��ǵ���̎��ԭ�cλ�á�

5.�ų��꿨�����Ϻ�����늙C�x܇�b�ô��ϣ��ܻ�ԭ��λ�ã���Ȼ������MDI��B���M��һ�ΓQ�����������Ƿ����������������Ոһ��ӛסҪ���ӹ�Ҫ�õ������е����M�кˌ�һ�飬����Ŀ�����������Ӱ푔�����ݔ�����߷�̖��Ϣ�Д�ȵȣ������Q�ġ��y����
6.�l���y���ˣ���εķ������ѵ��쵶��ȫ����������һ�Ѱ��b��ȥ���Ϳ����ˣ���ʡ����ݵķ������څ����������M�е����������@��Ͳ����f�ˡ�
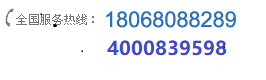
߀��һ�N�k���z�鵶���Ƿ�y�]�y�����Dz鵶�߷�̖���@��Ҳ���£���������尴�oSYSTEM��PMC��PMCPRM��DATA��G,DATA,Ȼ���ڵ����б���z�鵶�߱��ĵ�̖�Ƿ����؏͵ĵ�̖?���׃ȵ�̖�c����ĵ�̖�Ƿ����?�����e�`�����������ڔ��������ĸ��Q������Ҫ�քӌ��������������@�����^���s������˽��ą���耳�Ӌ�������ˣ��IJ��ˣ��@����Ҫһ���IJ������A�����h���߀���ք��������߰ɣ������V�c��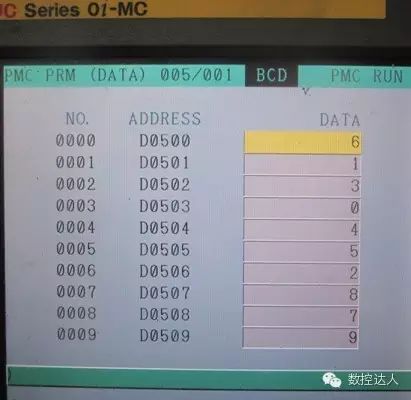
���ˣ����h�Ŀ��������ų������������@�ӣ�������IJ��Eһ�㶼�ܽ�Q��ϣ���͵���ң��X�úõľͷ���Ŷ���Ǻ�~~~~
�䌍��������ֻ�ǂ������Еr���ų��˿��������������˲�����þ��ֳ��F������r���l�����F���˷dz��������@�r�����Ҫ�҂�ȥ�����о�����ɿ����ĸ���ԭ���ˡ�
1���ڶ��Q��ԭ�cλ�î�����һ��C���`����ײ�C�������Q��ԭ�c�����_�����F��Q���r���۰ε����b����푣��������¿������r�g���˵���Ҳ���ܵ��p����
2�����S����ǶȲ����_����M19ָ�������Ƕ��܄�һ��Ҳ�Ǵ����ײ�C���£����������Sͬ���X�Ύ����ˆ��}�����¶���ǶȮa���`����ʴ_ͬ�ӕ���ɓQ�������Ȇ��}��
3�����S�Ě≺�״ӵ��ߣ��o���ɵ������¿�����һ��BT40���Sʹ�Ú≺�ף�BT50��ʹ��Һ���ף����BT50�ӵ���һ�㶼��Һ��ϵ�y�����}�ˡ��ֻ����Ǵ��г���Ҫ�{�����׃ȵď��ԉ|Ƭ��Ҫ���Q��
��̫�h�ˡ�����������
����N0.0000�ڴ����������S���ߵ���˼���������S�ϵĵ��ߡ�
�C���ړQ�����^���� ���ڵ����F�� Ո����ʲôԭ��

|